 ISSN: 2822-0838 Online
ISSN: 2822-0838 Online

Effects of Natural Biological Treatments on the Properties of Banana Fiber Yarn for Textile
Chintana Inpakdee* and Nirat SoodsangPublished Date : August 13, 2024
DOI : https://doi.org/10.12982/NLSC.2024.053
Journal Issues : Number 4, October-December 2024
Abstract Biological treatments for banana fibers, though time-consuming, are energy-efficient and environmentally friendly. This research compared four types of natural biological treatments (ash-based, drilling mud, tamarind, and lemon) and four concentrations of NaOH (1%, 3%, 5%, 7%), assessing the fibers' physical properties post-treatment. Results showed that biological treatments reduced Acid Detergent Lignin (ADL) by 70.62% and increased cellulose content. In contrast, NaOH treatment, while removing 93.32% of lignin, decreased cellulose content. Scanning Electron Microscopy (SEM) revealed that all treatments removed lignin, cellulose, and hemicellulose, altering the fibers' surface topography. Based on these findings, natural alkali treatment was selected for spinning the fibers into yarn using the open-end spinning process, producing yarn sizes 5, 10, and 16. The Z-turn twisting technique was applied with a blend of cotton, banana fibers, and Eri silk in a 70:20:10 ratio. Analysis of the yarn’s physical properties showed a braking force of 10.37 N. The biological treatment approach was proven to be cost-effective and eco-friendly for various plant fibers. These findings can be applied to treat natural plant fibers at both community and textile industry levels.
Keywords: Fibers, Material management, Biological materials, Treatment, Natural product
Citation: Inpakdee, C. and Soodsang, N. 2024. Effects of natural biological treatments on the properties of banana fiber yarn for textile. Natural and Life Sciences Communications. 23(4): e2024053.
INTRODUCTION
In the 21st century, the consumption of textiles and garments has become more of a fashion statement rather than a necessity for covering the body. Consumer demands for textile products in terms of quantity and styles have been rapidly changing, resulting in an increase in the textile industry to meet the demands of domestic and international consumers (Sarkar, 2015). The fibers used for producing textiles and garments are both synthetic and natural, with banana fibers being regarded as one of the strongest in the world. However, the development of banana fibers for community textile products has not been very successful. This is because the fibers are brittle and hard due to their main components of 60-70% cellulose, 10-12% hemicellulose, 5% lignin, and 2% wax (Ortega et al., 2016). The component that forms the cell wall of all plants is called Neutral Detergent Fiber (NDF). It is divided into two groups: Acid Detergent Soluble (ADS) and Acid Detergent Fiber (ADF). The complex carbohydrate part consists of cellulose and hemicellulose, while the non-carbohydrate part is lignin. For the separation of cellulose and lignin from the indigestible parts, sulfuric acid is used, which is called Acid Detergent Lignin (ADL). These components are commonly found in plant fibers, especially lignin, which acts like glue that binds microfibrils together to form fiber groups. Generally, fiber extraction processes are unable to remove all lignin. This is why it is necessary to treat fibers for textile benefits to have suitable properties, such as smaller and finer sizes, softness, or better color fastness. Of all-natural fibers, banana fibers have been treated the most for better surface topography to yield suitable properties for use (Kumar, 2017). Nevertheless, chemical processes are mostly used for fiber treatments before the yarn production processes. For instance, Jordan et al. (2017) conducted a chemical process for banana fiber treatments using peroxide and potassium permanganate, while Parre et al. (2019) utilized sodium hydroxide solution (NaOH) at concentrations of 1%, 3%, 5%, 7%, and 9%, respectively. Popular alkalis used to remove lignin include sodium hydroxide and ammonium hydroxide, which could remove 50-60% of lignin (Pawongrat, 2015), reducing the brittleness of natural plant fibers. Although chemical treatments can remove a large amount of lignin, they also reduce the tensile strength of the yarn (Vardhini et al., 2019). Furthermore, chemical treatments are detrimental to the environment and health. Natural alkalis for removing lignin have been used less often than chemical ones, particularly with banana fibers.
The study of natural fiber treatments from plants has similar objectives: to disrupt the hydrogen bonding in the network structure and remove some hemicellulose, lignin, wax, and oils. This increases surface roughness and reduces the hydrophilic nature of the fibers (Li et al., 2007; Mejía Osorio et al., 2012). Therefore, this research focuses on the effects of biological treatments of banana fibers using natural (acidic and alkaline) and chemical (NaOH) substances. The aim is to utilize natural resources for the benefit of the textile industry by developing fibers with properties suitable for yarn production, which can be used to create banana fiber-based products at a commercial community level. This research will enhance the understanding of effective and environmentally friendly treatment methods, offering advantages in terms of sustainability and competitive ability in the textile market in Thailand and abroad.
MATERIALS AND METHODS
Extraction of banana fibers
In this study, Musa balbisiana banana fibers were extracted using natural treatments. The bananas were sourced from a variety cultivated in Chiang Mai province, Thailand, where villagers primarily grew them for leaf sales. When banana trees aged and their leaves no longer sold well, they were cut down and the trunks were left to rot without being exploited for other benefits. The process involved the following steps: (a) harvesting the banana tree, (b) extracting the trunk, (c) collecting the leaf sheath, (d) using a semi-automatic fiber separating machine in Thailand to extract the fiber, (e) drying the fibers in the shade, and finally, (f) obtaining the fibers (as shown in Figure 1). Subsequently, the fibers underwent analysis for potential textile use. Each layer of the banana plant could be separated for fibers, except for the tough inner core.

Figure 1. Illustrates the process of separating fibers from banana trunks: (a) Banana tree, (b) Banana tree trunk, (c) Leaf sheath of banana tree, (d) Fiber extraction using a semi-automatic separating machine, (e) Drying the fiber in the shade, (f) Obtained fiber.
Materials
The materials included Musa balbisiana fibers obtained from Chiang Mai province, Thailand, which were separated using a semi-automatic separating machine in Thailand. The physical properties of the fibers were analyzed using a scanning electron microscope (SEM), JSM 6335 F Model. The tensile properties of the banana fibers were analyzed using a tensile testing machine, Instron Model 5566, with ISO 2062:1993 (E) Method A. The experimental instruments also included a pH meter, a two-digit digital scale, buckets for fiber treatments, and a beaker.
Natural substances available in Chiang Mai province were used. Natural alkali (K2CO3) was derived from longan tree ashes and drilling mud with pH 12. Natural acids were derived from tamarind and lemon (C6H10O8) with pH 3.
Treatment preparations for banana fibers
The treatments were conducted using different types of alkalis and acids from natural compare with NaOH to analyze lignin, cellulose, and hemicellulose. The preparation steps were as follows:
1) Alkaline ashes and drilling mud were used with a solid to liquid ratio (MLR) of 1:3. The ashes were soaked in water and left overnight for sedimentation. After that, only the solution was filtered out.
2) Tamarind and C6H10O8 were used with a solid to liquid ratio of 1:2. The tamarind was soaked in water for thirty minutes, squeezed, and the solution was filtered out. C6H10O8 was diluted in clean water.
3) Sodium hydroxide (NaOH) were used with a concentration of 50% is to be dissolved in water to achieve concentrations of 1%, 3%, 5%, and 7% in 1000 ml of water.

Figure 2. Materials for treating banana fibers: (a) clean water, (b) ash-based solution, (c) drilling mud, (d) tamarind juice, (e) lemon juice.
Natural biological and chemical treatments of banana fibers
The banana fibers were soaked in natural alkaline and acidic solutions at a solid to liquid ratio of 1:10 with a 100% concentration. They were then left at room temperature for 14 days. To treat the banana fibers with NaOH, they were boiled in the prepared solution at 60°C for 30 minutes. After that, the treated fibers were washed and cleaned with clean water with pH 7 and dried at room temperature before further analysis.
Quality assurance tests for the treated banana fibers
The treated banana fibers were analyzed as follows:
1) Physical Properties Analysis: Scanning electron microscope images at 100x magnification were captured using JEOL JEM-6335F.
2) Chemical composition analysis: The quantity of ADL, NDF, and ADF was determined using a fiber analyzer at the Animal Feed Laboratory, Department of Animal Science, Faculty of Agriculture, Khon Kaen University in Thailand.
3) FTIR Analysis: The functional components treated with alkalis and acids on banana fiber were analyzed. A scan rate of 8 scans per second was used for recording the infrared spectra. The spectrum was obtained within the wavelength range of 450 cm-1 to 4,000 cm-1 using Perkin Elmer.
4) Mechanical properties analysis: The breaking force and elongation of the fiber yarn were measured according to the ISO 2062: 1993(E) standard methods using a tensile testing machine (Instron Model 5566).
RESULTS
Effect of study natural biological treatments of banana fibers
The banana fibers were separated using a semi-automatic fiber separator. This process leaves white pulp clinging to the fibers throughout their length, typically ranging between 60 and 110 centimeters. A purposive selection was applied to choose four locally available natural substances for fiber treatments: (a) clean water (control), (b) ash-based solution, (c) drilling mud, (d) tamarind juice, and (e) lemon juice. Parts of the materials for treatments are shown in Fig. 3. Before treatments, the banana fibers had the following composition: NDF 65.18%, ADF 10.61%, and ADL 5.99%. After treatments with the four natural substances at 100% concentration at room temperature (38 degrees Celsius) and with a solid to liquid ratio of 1:10, the fermentation took 14 days, with pH 7 for clean water, pH 12 for alkaline natural substances, and pH 3 for acidic natural substances. It was revealed that tissues were removed from the fibers. When analyzed for chemical compounds, it was found that the fibers treated with an alkaline solution had the least ADL at 1.76% (a 70.62% reduction), ADL 5.69% for those fibers treated with drilling mud, and ADL 5.73% for those fibers treated with clean water and tamarind juice. For those fibers treated with lemon juice, lignin was slightly removed, resulting in an ADL of 5.80%, as shown in Table 1.
Table 1. Approximate chemical composition (%) of banana fibers.
|
Sample |
pH |
Temperature (C°) |
Weight before Treatments (g) |
Weight after Treatments (g) |
NDF (%) |
ADF (%) |
ADL (%) |
Reduced ADL (%) |
|
Without treated |
- |
- |
50 |
50 |
65.18 |
10.61 |
5.99 |
0.00 |
|
Clean water treated |
7 |
38 |
50 |
43.20 |
72.01 |
13.02 |
5.73 |
4.35 |
|
Ash-based treated |
12 |
38 |
50 |
40.50 |
71.51 |
7.82 |
1.76 |
70.62 |
|
Drilling mud treated |
12 |
38 |
50 |
44.20 |
70.42 |
13.10 |
5.69 |
5.01 |
|
Tamarind treated |
3 |
38 |
50 |
47.50 |
72.16 |
10.44 |
5.73 |
4.35 |
|
Lemon treated |
3 |
38 |
50 |
46.40 |
70.41 |
12.92 |
5.80 |
3.18 |
|
NaOH 1% |
12 |
38 |
50 |
43.30 |
57.37 |
26.02 |
0.40 |
93.32 |
|
NaOH 3% |
12 |
38 |
50 |
44.50 |
64.25 |
18.71 |
0.45 |
92.49 |
|
NaOH 5% |
12 |
38 |
50 |
42.30 |
67.99 |
15.38 |
0.44 |
92.65 |
|
NaOH 7% |
12 |
38 |
50 |
41.40 |
64.60 |
17.49 |
0.54 |
90.98 |
Note: * NDF ADF ADL Haven’t calculated with % dry weight
The biological treatments of banana fibers with natural substances were time-consuming but more cost-effective and environmentally friendly than other methods. In this experiment, locally available substances were used to remove lignin from the fibers. It was revealed that the alkaline ash-based solution had the highest calcium (Ca) as its chemical compound at 82.38%. When it was used to ferment the fibers, it could remove 70.62% of lignin in fibers. Banana fibers treated with NaOH solution showed a significant reduction in lignin content of 93.32%, and the amount of cellulose decreased as well. Conversely, banana fibers treated with natural substances exhibited an increase in cellulose content under all conditions. When the fibers were analyzed for their physical properties using a scanning electron microscope with a magnification of 500 times, the results are shown in Figure 3.
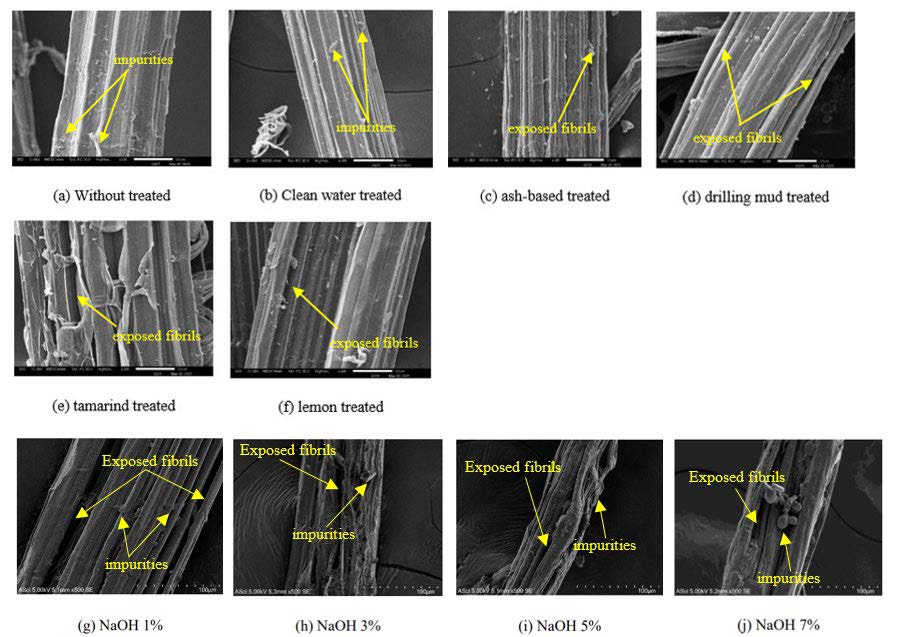
Figure 3. Surfaces of the banana fibers after the treatments.
From Figure 3, it is shown that banana fibers have undergone various treatments. Figure 3(a) illustrates the untreated banana fibers, and Figure 3(b) shows the fibers treated with clean water, revealing a surface with significant impurities, irregularities, and debris, including residual hemicellulose, lignin, and other contaminants from the natural fiber source. Figures 3(c-d) depict fibers treated with natural alkalis at pH 12, indicating the removal of impurities, hemicellulose, and lignin from the banana fiber surface, leading to increased surface roughness. The alkali treatment caused roughness, exposure, and overlapping niches characteristic of plant fibers. Figures 3(e-f) show fibers treated with natural acids at pH 3. It was found that the surface was not smooth but exposed and diffused more thoroughly due to acidic natural substances causing more diffusion than alkaline ones. Treatment with a natural alkali at pH 12 can remove 70.62% of lignin from the fibers. Figures 3(g-j) represent the surface of banana fibers treated with NaOH at different concentrations. It was found that the surface of the treated fiber appears roughened by the NaOH solution treatments. Additionally, the fibers exhibit slight separation likely caused by the breakdown of cellulose, hemicellulose, and lignin in the cell walls due to the chemical action of NaOH. These results are related to the FTIR analysis of banana fiber treated biologically and chemically, as shown in Figure 4.
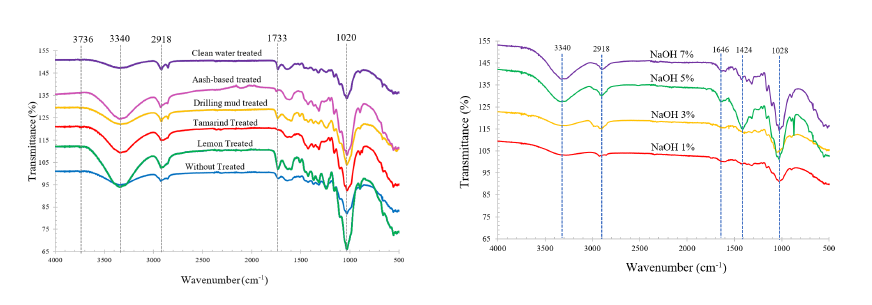
Figure 4. FTIR analysis of banana fiber biological treated (a) treated with natural substances (b) treated with chemical substances.
From Figure 4(a), all IR peaks of banana fiber exhibited a broad band ranging from 3340-3736 cm-1, indicating the presence of hydroxyl groups in aliphatic and phenolic structures. The band center wavenumber was observed at 2918-2925 cm-1, corresponding to the stretching vibrations of -CH in methyl and methylene groups of the side chain, as well as the CH- stretching in aromatic methoxy groups. Additionally, weak to medium bands in the carbonyl/carboxyl region were detected in the range of 1733-1747 cm-1.
Using natural materials with acidic properties, such as lemon, in treating banana fiber resulted in notable changes. The IR spectrum of the lemon-treated fiber exhibited a peak at 3340 cm-1, indicating protonation of the bonds in lignin at the fiber chain’s open ends. Consequently, some acetic acid reacted with the banana fibers, leading to a prominent C=O peak at 1030 cm-1 or the cleavage of -O- linkage, resulting in shorter lignin chains that detach from the cell wall. This process increased the number of hydroxyl groups, widening the OH- peak, observed at 3736 cm-1. However, although the lignin chains were shortened, they were not completely removed, resulting in minimal changes in lignin percentage. Furthermore, when compared with lemon treatment, tamarind treatment exhibited more acidic properties and H+ functional groups enabled it to break more bonds. This observation was corroborated by SEM images. Figures 3(e-f) depicted more extensive damage to the fiber surface treated with tamarind juice compared to lemon treatment. This difference in damage can be attributed to tamarind containing tartaric acid, malic acid, and citric acid as its main compounds, whereas lemon primarily contains citric acid.
Alkalis can hydrolyze lignin similar to how acids can form salts. Additionally, the presence of many shorter lignin chains leads to an increase in OH- groups at the wavenumber position of 3334-3344 cm-1, resulting in a broader peak and a significant reduction in lignin content. These experimental findings are consistent with the results of ADL analysis, which revealed a 70.62% reduction in lignin when alkali was used as a fiber treatment. Moreover, OH- groups can react with the -C=O bonds, contributing to the formation of ester bonds with a C=O peak at 1029 cm-1, causing bonds between positively and negatively charged chains.
From Figure 4(b), it is evident that all IR peaks of banana fibers treated with NaOH at concentrations of 1-5% displayed results similar to those pretreated with natural alkali. The carbonyl/carboxyl region was detected in the range of 1610-1646 cm⁻¹. However, when using 7% NaOH, the carbonyl/carboxyl region is significantly reduced. High NaOH concentrations cause OH- groups to combine with the carbonyl/carboxyl region, forming ester groups, which are indicated by a peak at 1028-1049 cm⁻¹. Consequently, concentrated alkali treatments lead to fiber decomposition, resulting in a rough and shortened surface, and thus weakening the fibers.
In NaOH- treated banana fibers, the 3326-3338 cm⁻¹ band, assigned to the alcohol group, was reduced due to the removal of the hemicellulose component. Other peaks related to the alcohol group of cellulose OH deformation at 1316-1317 cm⁻¹ were also diminished by NaOH treatments. Peaks at 2901-2923 cm⁻¹, attributed to the CH group, were more pronounced in the NaOH spectrum. Untreated fibers showed a carbonyl stretching absorption band at 1733-1747 cm⁻¹, corresponding to hemicellulose, which disappeared in NaOH-treated fibers. The IR absorption bands at 1610-1646 cm⁻¹ in the treated banana fibers suggest the presence of grafted ester groups. The significant peak at 1595 cm⁻¹, attributed to lignin, was removed by NaOH treatment. Alkaline treatment also removed waxy epidermal tissue and hemicelluloses that bind fiber bundles together. The C–O–C symmetric glycosidic stretches at 1128, 1148, and 1049 cm⁻¹, originating from polysaccharide components primarily cellulose, were observed in both untreated and NaOH-treated banana fibers. In summary, NaOH treatment effectively removed most of the lignin and hemicellulose components, improving the mechanical properties of the banana composites. Additionally, the treatment altered the banana fibers from hydrophilic to hydrophobic, enhancing the compatibility between the fibers and the matrix.
This process increases the amount of cellulose present in the fibers and promotes a more orderly arrangement. This conclusion is supported by the SEM results shown in Figure 5, which reveal smoother fiber surfaces and a more tightly packed structure. Consequently, the thickness of the crystalline regions is reduced, as illustrated in Figure 5.
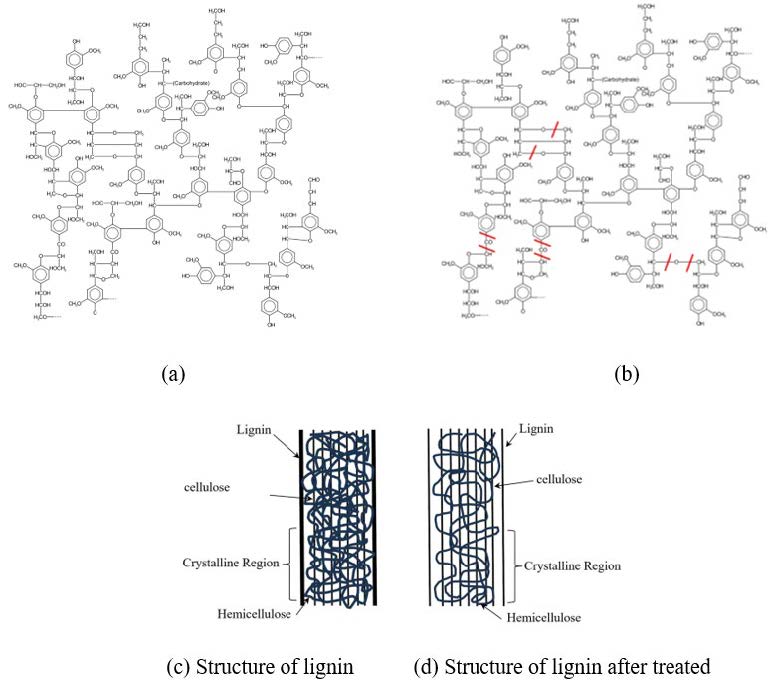
Figure 5. The structure of lignin in natural fibers from the trunk: (a) Structure of lignin, (b) Structure of lignin after treated, (c) Structure of lignin, and (d) Structure of lignin after treated.
As shown in Figure 5, it depicts the structure of plant fibers from almost every stem type. Most have thick crystals on the outer surface, similar to glue that holds the microfibrils together. This characteristic results in the fiber being hard and stiff, making it unsuitable for producing textiles for wearing. In Figure 5(a), it shows the structure of lignin that was responsible for the fiber’s stiffness and moisture resistance, characterized by long chains and thick crystals as shown in Figure 5(c). In Figure 5(b), the banana fibers that have gone through the treatment process show a shortened chain, resulting in thinner crystals as shown in Figure 5(d). This characteristic results in the fiber being soft and fine, suitable for producing yarn to be woven into fabric for wearing. Generally, lignin is found in fibers obtained from the stems of almost all plants, as shown in Table 2.
Table 2. Chemical composition of plant fibers.
|
Fiber |
Cellulose (%) |
Hemicelluloses (%) |
Lignin (%) |
|
Cotton |
82.70 |
5.70 |
0 |
|
Jute |
64.40 |
12.00 |
11.90 |
|
Flax |
64.10 |
16.70 |
2.00 |
|
Ramie |
68.60 |
13.10 |
0.60 |
|
Hemp |
67.00 |
16.10 |
3.30 |
|
Sisal |
65.80 |
12.00 |
9.90 |
|
Abaca |
63.20 |
19.60 |
5.10 |
|
Banana* |
65.18 |
10.61 |
5.99 |
Source: Franck (2005, p. 15)
Note: * effect of chemical composition this paper.
The data in Table 3 shows that fibers obtained from plant stems have a lignin content of 0.60-11.90%, with Ramie fiber having the least amount of lignin, and Jute fiber having the highest amount of lignin at 11.90%. Simultaneously, Abaca and banana fiber have similar lignin content. The results of the experiment found that the ash-based solution treatment was able to break down lignin up to 70.62%, 7.82% for ADF, and 71.51% for NDF. Therefore, the ash-based solution treatment presents a novel and environmentally friendly approach to conditioning natural stem fibers. This treatment, utilizing natural substances, can effectively modify the fibers to possess properties suitable for textile production. Notably, this method does not introduce harmful chemicals into the textile production process, ensuring a sustainable solution for both the short and long term. Furthermore, it offers the potential to reduce the reliance on conventional chemical treatments commonly used in community textile production.
Effect of study physical properties of banana fibers with the natural biological treatments
This experiment aimed to study the physical properties of banana fibers treated with natural biological substances. The most suitable treatment of the fibers was selected, which was the ash-based condition treatment. This treatment had been proven to remove the most lignin to produce yarn for textile work. The formula for combining the fibers to produce the yarn was developed in collaboration with Kongkiat Textile Co., Ltd. The combination of banana fibers, Eri silk, and cotton was at the ratio of 20:10:70 (Reference to the banana fiber mixing ratio based on the process by Piyaporn Kampeerapappun. The open-end spinning method was used to spin the yarn, and the results yielded three sizes of the yarn, namely, sizes 5, 10, and 16.
Figure 6. The specimens of the banana fiber-based yarn (a) size-16 (b) size-10 (c) size-5
The fibers, after having undergone the Z-turn twist into different sizes of yarn, were used as the weft and warp in weaving. The yarn was then tested for its breaking force and elongation, and the results were shown in Table 3.
Table 3. Test results on breaking force and elongation of the banana fibers.
|
Fiber name |
Breaking force (N) |
Elongation (%) |
|
Cotton No. 10 |
5.42 |
6.83 |
|
Cotton: Banana: Eri silk No. 5 |
10.37 |
6.28 |
|
Cotton: Banana: Eri silk No. 10 |
5.06 |
6.48 |
|
Cotton: Banana: Eri silk No. 16 |
4.31 |
5.62 |
Table 4 showed the test results on the breaking force and elongation of banana fiber-based yarn. It was revealed that size-5 fibers had the highest breaking force at 10.37 N, followed by size-10 fibers at 5.06 N, and size-16 fibers at 4.31 N respectively. For the elongation of the yarn, it was revealed that size-10 fibers had the highest elongation at 6.48%, followed by size-5 fibers at 6.28%, and size-16 fibers at 5.62% respectively. Figure 8 illustrates the yarn from mixed banana, cotton, and Eri silk of sizes No.5, 10, and 16.
Figure 7. The yarn form mixed fiber for woven fabrics (a) No.16 (b) No.10 (e) No.5
The process of weaving all three types of yarn of different sizes was hand-woven with a traditional loom using the plain weave technique. The woven fabric was then measured for its thickness with a micrometer caliper. The results showed that woven fabrics had different thicknesses: yarn No. 5 was the thickest at 0.64 mm, yarn No. 10 was medium thick at about 0.52 mm, and yarn No. 16 was the least thick at 0.43 mm. Banana yarn No. 10 was found to be most suitable for weaving and sewing clothing because communities in Northern Thailand that weave with traditional looms already use cotton yarn No. 10 for weaving. Therefore, having banana fiber yarn in the same size does not affect the production process. For hand properties, woven fabric from banana fiber yarn was low stiffness and had a high fabric drape. Therefore, the yarn produced can be woven into fabric for textile use.
Figure 8. The fabrics woven with traditional hand looms (a) No.16 (b) No.10 (e) No.5
DISCUSSION
In this study, the results would be discussed according to the research objectives of this study, i.e., 1) to study natural biological treatments of banana fibers and 2) to study physical properties of banana fibers with the natural biological treatments. To study natural biological treatments of banana fibers, each fiber was left with tissues and was coarse due to its chemical structure with the main components of celluloses, hemicelluloses, lignin, and fat. Lignin was analogous to glue binding microfibrils together in a fiber group. The substance enwrapped the cellulose and hemicellulose structures, preventing microorganisms from decomposing them. Thus, it was required to improve the fiber quality for them to become suitable for use to produce textiles for clothing and garments (Pawongrat, 2015). In the study sodium hydroxide (NaOH) at 20% concentration was used and the chemical could remove 11.21% lignin from the total of 17.83% in banana fibers, or 62.87% (Vardhini et al., (2019). The finding from this study indicated that an ash-based solution contained microorganisms capable of removing lignin from banana fibers. These microorganisms were efficient in treating plant fibers using a biological process (Chonsakhorn, 2017). In general, using chemicals to treat plant fibers took a short period. In contrast, it took a longer time for natural substances to decompose unwanted substances in the fibers (Cheng, 2018). Biological fermentation could decompose lignin and hemicelluloses in lignocellulose substances in four weeks (28 days). Nevertheless, this experiment took only 14 days and the treated fibers were without unwanted tissues, making fiber sizes smaller. Furthermore, it made available more cellulosic materials for bonding with the matrix materials (Doshi et al, 2016; Vardhini, 2018).
After the biological treatments, the weights of the treated fibers were reduced in all conditions. The fibers treated with tamarind juice had the least weight loss at 47.50 grams and those treated with the ash-based solution had the most weight loss at 40.50 grams. From visual observations, it was found that there were no pellicular and fluffy tissues on the external surface, making the fibers glossy. From analyzing the chemical compounds, it was found that cellulose quantity was highest at 90.76% for the fibers treated with clean water, while the treatment with the ash-based solution resulted in the smallest quantity at 81.09%. Hemicelluloses were highest at 77.89% for those treated with tamarind solution, while those not having undergone the treatment had the lowest hemicelluloses at 71.17%. For the lignin compound, it was found that those not having undergone the treatment had the highest quantity at 5.99%, while those treated with the ash-based solution had the lowest quantity at 1.76%. The finding indicates that the chemical compounds in the ash-based solution could remove lignin efficiently, with 70.62% removal. For those treated with drilling mud, the removal was 5.01%, 4.35% treated with clean water and tamarind juice, and 3.18% treated with lemon juice. Banana fiber treatments with natural substances could remove lignin better than sodium hydroxide at the concentration of 18%, which could remove lignin at 13.88% on average (Subagyo et al., 2018) and 7.31% with sodium hydroxide with a 1% concentration (Ernest et al., 2022). In general, the percentage of lignin in banana fibers was approximately 15.07 (Mukhopadhyay et al., 2008). The fibers were relatively clustered. The addition of aqueous sodium hydroxide (NaOH) to natural fibers promoted the ionization of the hydroxyl group to the alkoxide (Agrawal, 2000). This indicated that banana fibers could withstand alkalis more than acids. Alkaline treatments increased the surface roughness and reduced the fibers’ hydrophilic nature. As a result, the SEM images of banana fibers treated with alkali and acid were different. In particular, banana fibers treated with tamarind solution had a surface rough, which resulted in surface damage of composites, thereby decreasing the strength characteristics. This is in tandem with the literature (Raghunathan et al. (2021)) that has treated the fibers with HCI. The results show that the use of alkali (Natural and Chemical) in treated fibers results in better alignment of the fibers than with acid-treated. This is because alkalis can remove lignin and hemicellulose better than acid solutions. This causes lignin to have shorter chains, and more OH- and bonds between positively and negatively charged chains, causing more cavities in the fibers. The amount of cellulose contained in the fibers therefore increases and can be arranged more orderly. This experimental result is consistent with the literature findings of Raghunathan et al. (2024) and Raghunathan et al. (2023) who used alkali to treat fibers resulting in hydrogen bonds helping cellulose improve mechanical properties while hemicellulose promotes biodegradation and is sensitive to moisture. Therefore, the treated fibers will have an increased amount of cellulose.
Studying the physical properties of banana fibers with the biological from natural treatments resulted that blending banana fiber had breaking force and elongation as cotton fibers of the same size. This was indicative that the bigger the yarn, the lower the elongation. In contrast, smaller yarn had higher elongation values. This was because the lower elongation was a result of the brittle failure of the specimens. This finding was in line with the research conducted by Pigunthong, (2023) concerning the development of Nipa palm fibers for textiles, in that natural fibers could be developed and woven into fabrics suitable for textile products. It had an elongation like banana fiber mixed with cotton and Eri silk corresponded to Raja et al. (2017). However, banana fiber mixed fibers can also be spun into yarn using other techniques as appropriate to obtain yarn suitable for use in textiles. As in the research of Ksapabutr et al. (2005) electrospinning, the results show that electrospinning is a very promising, facile and effective technique for fabricating nanofibers. Concerning the single bath enzymatic scouring and bleaching process for the preparation of absorbent cotton, the treatment that rendered fiber had also been reduced slightly which may be due to the removal of impurities present on fiber during the scouring process. This property made fiber suitable for the weaving of textiles. In addition, the results from the experiment can be used to develop other types of woven fabrics, with the literature by Ahmed et al. (2020). Blend biopolymeric nanofibrous was synthesized using a laser ablation technique to improve the performance properties of the fiber, making it so that nanofibrous scaffolds with desired properties could be tailored for various biomedical applications. Therefore, this approach can be used to develop banana fiber in the future.
CONCLUSION
The effect of biological treatments with alkalis and acids on the chemical properties of banana fibers was studied, and the following conclusions were drawn:
• Lignin Reduction: The biological treatment of banana fibers with an ash-based solution reduced Acid Detergent Lignin (ADL) by 70.62%. Other treatments showed lesser reductions: 5.01% with drilling mud, 4.35% with tamarind, 3.18% with lemon, and 4.35% with clean water.
• Neutral Detergent Fiber (NDF) Content: All biological treatments increased the NDF content of banana fibers, except for the ash-based treatment, which showed a slight decrease in NDF content.
• Surface Morphology: Scanning electron microscope (SEM) images revealed that untreated and clean water-treated banana fibers had surfaces with significant impurities, irregularities, and debris. Treatments with ash-based solution and drilling mud effectively removed impurities, hemicellulose, and lignin from the fiber surface, leading to increased surface roughness. Tamarind and lemon treatments resulted in surfaces that were not smooth but showed thorough diffusion.
• Mechanical Properties: The breaking force of banana fibers was highest for size-5 fibers at 10.37 N, followed by size-10 fibers at 5.06 N, and size-16 fibers at 4.31 N. The elongation test revealed that size-10 fibers had the highest elongation at 6.48%, followed by size-5 fibers at 6.28%, and size-16 fibers at 5.62%.
Overall, the study demonstrates that specific biological treatments, particularly using an ash-based solution, can effectively reduce lignin content, making banana fibers softer. While chemical alkalis are commonly used in fiber treatment processes, they can be detrimental to the environment if not disposed of properly. Although biological treatments of banana fibers using natural alkalis and acids are time-consuming, they offer a more environmentally friendly alternative to chemical treatments. The findings from this biological treatment process for banana fibers have the potential to be applied to various plant fibers due to their low cost and environmental benefits. Communities that produce natural fibers from plants can apply this knowledge to develop more effective and sustainable methods for treating fibers in the future.
ACKNOWLEDGEMENTS
The authors would like to thank all the investigators who participated in this study and supported us. We express our great appreciation to the participants who provided valuable data for this study. Without their cooperation, doing this research would not be possible as well.
AUTHOR CONTRIBUTIONS
CI designed and conducted all of the experiments performed the statistical analysis and data visualization and wrote the manuscript including thesis advisor have supervised on over all process. NS have read and approved of the final manuscript.
CONFLICT OF INTEREST
The authors declare that they hold no competing interests.
REFERENCES
Agrawal, R., Saxena, N.S., Sharma, K.B., Thomas, S., and Sreekala, M.S. 2000. Activation energy and crystallization kinetics of untreated and treated oil palm fiber reinforced phenol formaldehyde composites. Materials Science and Engineering. A. (277): 77-82.
Ahmed, M.K., Menazea, A.A. and Abdelghany, A.M. 2020. Blend biopolymeric nanofibrous scaffolds of cellulose acetate/ε-polycaprolactone containing metallic nanoparticles prepared by laser ablation for wound disinfection applications. International Journal of Biological Macromolecules. 155: 636–644.
Cheng, J. 2018. Biomass to renewable energy processes (2nd Edition). Boca Raton: Taylor & Francis Group, New York.
Chonsakhorn, S. 2017. Refining Plant Fiber. Thailand Textile Institute, Bangkok.
Doshi, A., and Karolia, A. 2016. Banana fiber to fabric: Process optimization for improving its spinnability and hand. International Journal of Textile and Fashion Technology. 6(2): 1-8.
Ernest, E.M., and Peter, A.C. 2022. Application of selected chemical modification agents on banana fiber for enhanced composite production. Cleaner Materials. 5(2022): 100131.
Franck, R.R., 2005. Bast and other plant fibres. Woodhead Publishing Limited, England.
Jordan, W., and Chester, P. 2017. Improving the properties of banana fiber reinforced polymeric composites by treating the fibers. Procedia Engineering. 200 (2017): 283–289.
Ksapabutr, B., Chalermkiti, T. and Panapoy, M. 2005. Effect of nozzle shapes on the formation of taylor cone and the oscillation of fibers during electrospinning process. Chiamg Mai University Journal Special Issue on Nanotechnology. 4(1): 115-119.
Kumar, R., 2017. Banana tissue culture in India; Status, opportunities and challenges. BioSciences Trends. 10 (45): 9237–9241.
Li, X., Tabil, L.G. and Panigrahi, S. 2007. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. Journal of Polymers and the Environment. (2007)15: 25–33.
Mejía Osorio, J.C., Rodríguez B.R., and Olaya Florez, J.J. 2012. The influence of alkali treatment on banana fiber’s mechanical properties. Ingenieria e Investigacion. 32(1): 83-87.
Mukhopadhyay, S., Fangueiro, R., Arpaç, Y., and Şentürk, U. 2008. Banana fibers-variability and fracture behaviour. Journal of Engineered Fibers and Fabrics. 3(2): 39-45.
Ortega, Z., Morón, M., Morón, M.D., Badalló, P., and Paz, R. 2016. Production of banana fiber yarns for technical textile reinforced composites. Materials Journal. 9(5): 1-16.
Parre, A., Karthikeyan, B., Balaji, A., and Udhayasankar, R. 2019. Investigation of chemical, thermal and morphological properties of untreated and NaOH treated banana fiber. Materials Today: Proceedings. 22: 347-352.
Pawongrat, R. 2015. Pretreatment processes for enhancing the efficiency of ethanol production from lignocellulosic agricultural wastes. Veridian E-Journal, Science and Technology Silpakorn University. 2(1): 143-157.
Pigunthong, P., Soodsang, N. 2023. Development of Nipa palm fibers for textiles. Caspian Journal of Environmental Sciences. 21: 841-852.
Raghunathan, V., Ayyappan, V., Rangappa, S.M. and Siengchin, S. 2024. Development of fiber-reinforced polylactic acid filaments using untreated/silane-treated trichosanthes cucumerina fibers for additive manufacturing. Journal of Elastomers & Plastics. 56(3): 277-292.
Raghunathan, V., Ayyappan, V., James, J.D.D., Sundarrajan, D., Rangappa, S.M. and Siengchin, S. 2023. Influence of alkali‑treated and raw Zanthoxylum acanthopodium fibers on the mechanical, water resistance, and morphological behavior of polymeric composites for lightweight applications. Biomass Conversion and Biorefinery. Online: 24 April 2023. https://doi.org/ 10.1007/s13399-023-04240-7
Raghunathan, V., James, J.D.D., Subramanian, G., Nanasimhan, H., Baskar, C., Murugesan, A., Khan, A., and Otaibi, A.01A. 2021. Influence of chemical treatment on the physico- mechanical characteristics of natural fibers extracted from the barks of Vachellia farnesiana. Journal of Natural Fibers. 19(13): 5065-5075.
Raja, A.S.M., Arputharaj, A., Saxena, S., and Patil, P.G. 2017. Single bath enzymatic scouring and bleaching process for preparation of absorbent cotton. Indian Journal of Fibre & Textile Research. 42: 202-208.
Sarkar, P. 2015. Garment manufacturing: Processes, practices and technology. Gurgaon: Mudranik Technologies Pvt. Ltd.
Subagyo, A, and Chafidz, A. 2018. Banana pseudo-stem fiber: Preparation, characteristics, and Applications. Online: 28 November 2018. https://doi.org.10.5772/intechopen.82204
Vardhini, K.J.V., Murugan, R., and Rathinamoorthy, R. 2019. Effect of alkali treatment on physical properties of banana fiber. Indian Journal of Fiber & Textile Research. 44(4): 459-465.
OPEN access freely available online
Natural and Life Sciences Communications
Chiang Mai University, Thailand. https://cmuj.cmu.ac.th
Chintana Inpakdee* and Nirat Soodsang
Faculty of Architecture, Art and Design, Naresuan University, Phitsanulok 65000, Thailand
Corresponding author: Chintana Inpakdee, E-mail: chintanai62@nu.ac.th
ORCID: Chintana Inpakdee: https://orcid.org/0000-0002-6477-9514
Total Article Views
Editor: Supon Ananta,
Chiang Mai University, Thailand
Article history:
Received: January 9, 2024;
Revised: July 23, 2024;
Accepted: August 1, 2024;
Online First: August 13, 2024